当前位置:网站首页 » 供应列表
栏目分类
Column安徽中旺特电缆有限公司
地 址:安徽省天长市经济开发区
苏经理:15655066688
电 话:0550-7531878
传 真:0550-7531878
网 址:http://www.zwt-cable.cn


H07RN-F
应用
这些电缆高度柔软,可以抵御恶劣的天气,耐油脂,抗机械打击和温度压力。应用范围包括处理设备,移动电
源,工地,舞台和视听设备,港口区和大坝。也可固定于安装石灰,临时建筑和住宅军营,排水和污水处理,
KX-FPV-105补偿导线KX-FPV-105

寒冷的环境和恶劣的工业环境中。在单相或三相系统中,工作电压为Uo/U 476/825V,在直流系统中,
大工作电压为Uo/U 619/1238 V,如果在一个固定的或受保护的安装环境中Uo / U为600/1000 V,这些电缆耐
火,耐酸和耐油。
标准及认证
CEI 20-19/4 / 20-35 (EN60332-1), IEC 60245-4,CE低压73/23/EEC & 93/68/EEC指令., ROHS认证
电缆结构
- 多股柔软裸铜导体
- 遵循VDE-0295 Cl 5, IEC 60228 Cl-5
- 橡胶绝缘EI4遵循VDE-0282第1部分
- 色彩编码遵循VDE-0293-308和HD 186
- 黄绿接地线(三芯及三芯以上)
- 氯丁橡胶护套 EM2
KX-FPV-105补偿导线KX-FPV-105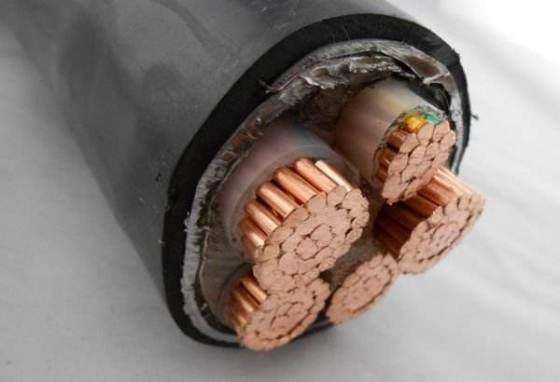 根据需要选择机型(前后行程尺寸、工具尺寸)。配合相应的锉刀、油石、自制磨具,选择的磨料使用可以达到所需要的效果。散打式砂光机:散打式砂光机是以研磨工件左右高速摆动的动作方式地加工物体进行处理。对凹槽边角的研磨和表面的抛光处理。选择砂布条、毛条等使用可以达到需要的效果。角磨机:角磨机是一种率机械化手持工具,用于金属铸件的切割清理、除锈、去毛刺,修磨焊缝、抛光、磨光等工序。在机床、汽车、拖拉机、造船、、机车车辆、集装箱等部门的制造和维修工作中具有广泛的。
根据需要选择机型(前后行程尺寸、工具尺寸)。配合相应的锉刀、油石、自制磨具,选择的磨料使用可以达到所需要的效果。散打式砂光机:散打式砂光机是以研磨工件左右高速摆动的动作方式地加工物体进行处理。对凹槽边角的研磨和表面的抛光处理。选择砂布条、毛条等使用可以达到需要的效果。角磨机:角磨机是一种率机械化手持工具,用于金属铸件的切割清理、除锈、去毛刺,修磨焊缝、抛光、磨光等工序。在机床、汽车、拖拉机、造船、、机车车辆、集装箱等部门的制造和维修工作中具有广泛的。
H07RN-F
特性
- 工作电压: 450/750 V
- 测试电压: 2500 V
- 动态弯曲半径: 6 xΦ
- 固定安装弯曲半径: 4.0 xΦ
- 应用时的工作温度: -25 ℃ to +60 ℃
- 固定安装温度: -40 ℃ to +60 ℃
- 短路时可达到的温度: +200 ℃
- 阻燃: IEC 60332.1
- 绝缘电阻: 20 MΩ x km
H07RN-F
电缆参数
芯数 x 导体 标称绝缘 标称护套 标称外径 标称 标称电缆
线规 截面积 厚度 厚度 mm 铜的重量 重量
# x mm2 mm mm - kg/km kg/km
17(32/32) 2 x 1 0.8 1.3 7.7-10 19 89
17(32/32) 3 x 1 0.8 1.4 8.3-10.7 29 111
17(32/32) 4 x 1 0.8 1.5 9.2-11.9 38 146
16(30/30) 1 x 1.5 0.8 1.4 5.7-7.1 14.4 59
16(30/30) 2 x 1.5 0.8 1.5 8.5-11.0 29 135
16(30/30) 3 x 1.5 0.8 1.6 9.2-11.9 43 165
16(30/30) 4 x 1.5 0.8 1.7 10.2-13.1 58 200
16(30/30) 5 x 1.5 0.8 1.8 11.2-14.4 72 240
16(30/30) 7 x 1.5 0.8 2.6 14.5-17.5 101 385
16(30/30) 12 x 1.5 0.8 2.9 17.6-22.4 173 516
16(30/30) 19 x 1.5 0.8 3.2 20.7-26.3 274 800
16(30/30) 24 x 1.5 0.8 3.5 24.3-30.7 346 882
KX-FPV-105补偿导线KX-FPV-105工件某一道工序加工有变化,其它各道工序尺寸准确故障原因:该程序段程序的参数是否,是否在预定的轨迹内,编程格式是否符合说明书解决方案:螺纹程序段时出现乱牙,螺距不对,则上联想到加工螺纹的外围配置(编码器)和该功能的客观因素。工件的每道工序都有递增或递减的现象故障原因:程序编写错误;系统参数设置不;配置设置不当;机械传动部件有规律周期性的变化故障解决方案:检查程序使用的指令是否按说明书规定的轨迹执行,可以打百分表来判断,把百分表定位在程序的起点让程序结束后拖板是否回到起点位置,再重复执行即便观察其结果,掌握其规律;检查系统参数是否设置或被认为改动;有关的机床配置在连接计算耦合参数上单计算是否符合,脉冲当量是否准确;检查机床传动部分有没有损坏,齿轮耦合是否均匀,检查是否存在周期性,规律性故障现象,若有则检查其关键部分并给予排除。
14(50/30) 1 x 2.5 0.9 1.4 6.3-7.9 24 72
14(50/30) 2 x 2.5 0.9 1.7 10.2-13.1 48 195
14(50/30) 3 x 2.5 0.9 1.8 10.9-14.0 72 235
14(50/30) 4 x 2.5 0.9 1.9 12.1-15.5 96 290
14(50/30) 5 x 2.5 0.9 2 13.3-17.0 120 345
14(50/30) 7 x 2.5 0.9 2.8 16.5-20.0 168 520
14(50/30) 12 x 2.5 0.9 3.1 20.6-26.2 288 810
14(50/30) 19 x 2.5 0.9 3.5 25.5-31.0 456 1200
14(50/30) 24 x 2.5 0.9 3.9 28.8-36.4 576 1650
12(56/28) 1 x 4 1 1.5 7.2-9.0 38 99
12(56/28) 2 x 4 1 1.8 11.8-15.1 77 270
12(56/28) 3 x 4 1 1.9 12.7-16.2 115 320
12(56/28) 4 x 4 1 2 14.0-17.9 154 395
12(56/28) 5 x 4 1 2.2 15.6-19.9 192 485
12(56/28) 7 x 4 1 3.1 18.2-21.8 269 681
10(84/28) 1 x 6 1 1.6 7.9-9.8 58 130
10(84/28) 3 x 6 1 2.1 14.1-18.0 173 495
10(84/28) 4 x 6 1 2.3 15.7-20.0 230 610
10(84/28) 5 x 6 1.2 3.6 17.5-22.2 288 760
8(80/26) 1 x 10 1.2 1.8 9.5-11.9 96 230
8(80/26) 3 x 10 1.2 3.3 19.1-24.2 288 880
8(80/26) 4 x 10 1.2 3.4 20.9-26.5 384 1060
8(80/26) 5 x 10 1.2 3.6 22.9-29.1 480 1300
6(128/26) 1 x 16 1.2 1.9 10.8-13.4 154 320
6(128/26) 3 x 16 1.2 3.5 21.8-27.6 461 1090
6(128/26) 4 x 16 1.2 3.6 23.8-30.1 614 1345
6(128/26) 5 x 16 1.2 3.9 26.4-33.3 768 1680
4(200/26) 1 x25 1.4 2 12.7-15.8 240 450
4(200/26) 4 x 25 1.4 4.1 28.9-36.6 960 1995
4(200/26) 5 x 25 1.4 4.4 32.0-40.4 1200 2470
2(280/26) 1 x 35 1.4 2.2 14.3-17.9 336 605
2(280/26) 3 x 35 1.4 4.1 29.3-37.1 1008 1900
2(280/26) 4 x 35 1.4 4.4 32.5-41.1 1344 2645
2(280/26) 5 x 35 1.4 4.7 37.0-45.0 1680 2810
1(400/26) 1 x 50 1.6 2.4 16.5-20.6 480 825
1(400/26) 4 x 50 1.6 4.8 37.7-47.5 1920 3635
1(400/26) 5 x 50 1.6 5.1 40.0-50.8 2400 4050
2/0(356/24) 1 x 70 1.6 2.6 18.6-23.3 672 1090
2/0(356/24) 4 x 70 1.6 5.2 42.7-54.0 2688 4830
3/0(485/24) 1 x 95 1.8 2.8 20.8-26.0 912 1405
3/0(485/24) 4 x 95 1.8 5.9 48.4-61.0 3648 6320
4/0(614/24) 1x 120 1.8 3 22.8-28.6 1152 1746
4/0(614/24) 4 x 120 1.8 6 53.0-66.0 4608 6830
300MCM (765/24) 1 x 150 2 3.2 25.2-31.4 1440 1887
300MCM (765/24) 4 x 150 2 6.4 58.0-73.0 5760 8320
350MCM (944/24) 1 x 185 2.2 3.4 27.6-34.4 1776 2274
350MCM (944/24) 4 x 185 2.2 6.8 64.0-80.0 7104 9800
500MCM (1221/24) 1x 240 2.4 3.5 30.6-38.3 23.4 2956
500MCM (1221/24) 4x 240 2.4 7.0 72.0-90.0 9216 12100
- 1 x 300 2.6 3.6 33.5-41.9 2880 3479
KX-FPV-105补偿导线KX-FPV-105
 对铝制品表面进行机械抛光:机械抛光工序为:粗磨、细磨、抛光、抛亮、喷砂、刷光或滚光等,根据制表面的粗糙程度来适当采取不同的工序。化学除油:化学除油过程是借着化学反应和物理化学作用,除去制件表面的油污。化学除油采用弱碱性溶液中进行。化学除油液的配方和工艺条件:配方:氢氧化钠3-5G/L,工业洗涤剂.5-1ML/L,水7-125G。工艺条件:温度:5-6℃时间:1-2min除油后用清水冲洗。
对铝制品表面进行机械抛光:机械抛光工序为:粗磨、细磨、抛光、抛亮、喷砂、刷光或滚光等,根据制表面的粗糙程度来适当采取不同的工序。化学除油:化学除油过程是借着化学反应和物理化学作用,除去制件表面的油污。化学除油采用弱碱性溶液中进行。化学除油液的配方和工艺条件:配方:氢氧化钠3-5G/L,工业洗涤剂.5-1ML/L,水7-125G。工艺条件:温度:5-6℃时间:1-2min除油后用清水冲洗。



